|
MetalFirstAid.co.uk
34 years of welding, engineering and construction experience
Experienced, proficient,
onsite mobile welder.
Solving all your
welding problems
|
Deon van Rooyen
Coded Welder

|
Mob: 07745775212
Tel: 03336663213
eMail:
Deon@
AllMetalWeldingServices.co.uk
I very seldom go out to a client to look at their welding requirements.
My approach to work is
"nothing is a problem"
|
Mobile Onsite Plasma Cutting Services
Maximum 15mm mild steel - 10mm stainless steel cutting
Oxy Acetylene cutting. Specialising in aluminium welding,
stainless steel welding services
Qualified Coded Welder - Pipe and Structural Coded Welder
Onsite mobile coded welder,
London, Cambridgeshire and surrounding areas
I offer a mobile on-site coded welding service.
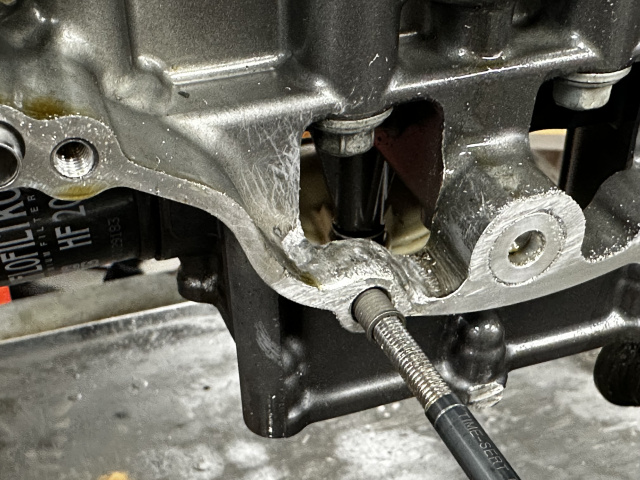
Coded structural welder, coded pipe welder, coded water pipe welder, coded gas pipe welder, coded oil pipe welder. Aluminium onsite welder. Motor cycle aluminium welding repairs. Bicycle aluminium welding repairs. Stainless steel onsite welding. Mobile onsite cast iron welder. On site plant and machinery welding repairs. Aluminium mobile thread repair services.
Working in an 80 mile radius from Cambridge, covering London and surrounding areas. I have worked as a sub contractor for numerous construction companies in and around London and Cambridgeshire areas.
Experienced, proficient coded on site mobile welder. I have over 34 years of welding experience (I started back in 1972 at technical college learning the basics of arc welding) working on construction sites erecting/welding steel structures, to basic welding work. I have all the latest inverter technology welding equipment from MIG and TIG welders to arc/stick welder (dual voltage 110 - 240 volt machines to comply with health and safety regulations on building sites) to oxy acetylene cutting torch. I also have a current IPAF or PAL - Powered Access License. Types; 3a 3b. (Cherry picker operator license.) I have full public liability insurance cover. See proof and details of cover below. I am based just outside Cambridge but work mostly in London. I cover other surrounding locations within an 80 mile radius from Cambridge.
34 years of welding, engineering and construction experience
Reliable and friendly, mobile onsite coded welding services
in Cambridge and London surrounding areas
I cover a wide range working within an 80 mile radius of Cambridge offering my mobile onsite coded welding services in areas such as Cambridgeshire to Hertfordshire, Bedfordshire and in towns/cities such as Cambridge to Huntingdon, Royston, Bury St Edmunds, Bedford, Peterborough, Milton Keynes, St Noets, St Ives, Stevenage, St Albans, Luton, North London, West London, East London, Staines, Ipswich, Norwich and numerous other towns/cities not mentioned.
MIG, TIG and Arc/MMA welding, Stick welding -
mobile on site welder service
Oxy acetylene cutting services in Cambridge
Plasma Cutting Services working in Cambridge, London
and surrounding areas
Contact: Deon van Rooyen
Tel: 0333 666 3213
Mob: 07745 775 212
_____________________________
Prompt, Accurate, Affordable & Friendly Welding Service
 |
Higos Insurance Services Ltd - Public Liability Insurance
__________________________
Public Liability : £2,000,000
Insurance cover under -
Deon van Rooyen t/a
All Metal Welding Services
|
We have full public liability insurance cover
The importance of using a company with the correct insurance cover.
Policy no. 10771543
______________________________
|
|
Oxy acetylene cutting and Dual voltage plasma cutter
The reason for having a variety of machines available is to achieve the best results. Each welding application is different and requires a different approach/welding machine and technique to solve the problem.
Oxy Acetylene - Propane Gas Cutting
Competency Training Course
By Deon van Rooyen:
AllMetalWeldingServices.co.uk
Cambridge
UK
Tel: 0333 666 3213
Mob: 07745 775 212
Introduction:
Oxy Acetylene - Propane Gas Cuttingis one of the most cost effective ways of cutting steel on a construction site but, you are working with a potentially very dangerous bit of equipment. Hence why this competency course has been introduced to minimise and potential dangers you might come across.
Always be aware and on the outlook for potential problems. Your life, as-well-as those around you are at risk if you don’t comply with certain health and safety procedures.
Just so you know, “Oxy” is an abbreviation for oxygen.
Oxy acetylene produces a hotter cutting flame than oxy propane but propane is a cheaper and safer gas to work with.
Health and safety applied to Oxy Acetylene - Propane gas cutting equipment
Always check your equipment before starting work:
Make sure your equipment has flashback arrestors fitted to the bottles.

Red is for Acetylene or Propane gas Blue is for Oxygen
Left hand thread Right hand thread
Red gas pipe is used for acetylene or propane gas.Blue gas pipe is used for oxygen gas.
Under no circumstances must you ever use the wrong gas colour pipe for the incorrect gas. If you are caught doing this, you WILL be red carded and banned from construction sites.
You should not be doing any repairs to the equipment. Repairs to cutting equipment must be undertaken by qualified personnel.
An Extremely Important Safety Point
This is a very rare occurrence, but, if for any reason, you land in a situation where your cutting torque flame goes out while you are busy. Whatever you do, DO NOT leave the gas flowing out of the nozzle. Immediately switch off the gas. Then restart the flame again.
Safety precautions
Check pipes for any visible damage. If you notice either gas bottle is running out of gas quicker than expected, there are a few things to look and check for.
1. First, make sure the gas is turned on. Check if there are any leaks in the pipes by cupping your hand over the pipe and running your hand over the full length of the pipe from start to finish. You will feel the gas blowing out if there is a leak in the pipe. If leaking, do not use the equipment.
2. The cutting torque valves may not be closing off properly. If faulty, have it checked out or replaced.
3. The actual gauge itself may be loose. Check and tighten in the appropriate direction.
You should not be doing any repairs to the equipment. Repairs to cutting equipment must be undertaken by qualified personnel.
Cylinder types, their identification and storage
Oxygen bottles are painted black with a white ring at the top.
Acetylene bottles are always painted a red/maroon colour.
All bottles must be stored in an upright position and secured to a stand, preventing them from falling over, preferably using a detachable chain arrangement.
Never use the gas bottles while they are lying down on their side. The gas will not flow correctly and will cause problems.
Types of equipment and their relevant safety devices
Flash back arrestors must be fitted to all bottles to prevent flame flash back accidents.
The nozzle starts making an odd whistling sound. Stop immediately and let the nozzle cool down. It means the gas inside the nozzle has ignited and needs to be turned off as soon as possible and left to cool down for a minute or two before lighting up again. If this persists, replace the nozzle. This occurrence is mostly caused by blow back, when the nozzle is subjected to the molten steel shooting back towards the nozzle.
Action to be taken in the event the equipment becomes unsafe
If you feel your equipment is unsafe, you must not use it under any circumstances. Report the fault to your supervisor and make sure no one else uses your faulty equipment.
Equipment assembly and testing procedures
Before installing a pressure regulator gauge onto a gas bottle, make very sure to clean the threads and sealing surfaces of the gauge so as not to damage the components. If there is dirt of the threads, it will damage the threads and possible seizing up, damaging the gauge as well as the gas bottle.
Make sure the sealing surface is clean of any dirt. If tightened with dirt on the sealing surface, it will end up damaging the sealing surface of the gauge as well as the gas bottle.
So as not to get the connections connected on the wrong bottles:
Oxygen gas bottles will always have a right hand thread on the blue pipefittings.
Acetylene and propane gas bottles will always have a left hand thread on the red pipefittings.
The left and right hand threads apply to the gauges as well as the pipe fittings.
Hands-on safety exercises
1. When working, always be observant in knowing where your gas pipes are lying in relation to where you are working. Be careful not to let sparks or molten steel fall on the gas pipes and damaging them.
2. Never cut while looking directly behind the cutting torque nozzle head. If the cutting action were to block up and shoot out backwards, blow back, the molten steel will shoot straight into your face. Blow back happens often, so be cautious and careful how you use the equipment.
3. Always be very careful to check what you are cutting. Cutting a pipe!! It could be a disused gas pipe but still have some remaining gas in the pipe. Just be aware and observant. Don’t just rely on everything being safe. Mistakes can happen.
Cutting tanks is exactly the same. What was previously in the tank???
Ask your supervisor if you are unsure.
4. Always wear protective equipment and clothing. Cutting glasses or a shield are essential. Not to mention leather gloves as well. Make sure if you are wearing lace up safety boots that you cover up your laced up area or get boots without laces (not all construction sites accept wearing boots with laces. Check first) Sparks will get in past your laces. Not pleasant break dancing on site, waiting for it to cool down.
Storage of cutting torque
When putting the cutting torque down after closing it off, be extra careful not to put the nozzle down facing the ground or against any material that will end up blocking the holes in the nozzle. The holes will end up getting blocked and you end up having to clean out the dirt before lighting up again.
Also, be careful not to bump the tip of the nozzle, especially when it is hot. The nozzle is made of brass which is a soft material, especially when it is hot. A bump will damage the tip and will then need replacing.
Lighting up and shutting down procedures
Flame shape and size
The arrow above shows the hottest part of the flame
Lighting up a cutting torque
Always open up the acetylene/propane gas first, then open up the oxygen slowly to get the perfect mix ratio. Finally testing the flame by purging the oxygen to check the pattern of the flame before stating to cut.
Shutting Down
It’s best to close off the oxygen gas first, then the acetylene/propane gas.
Setting the flame before cutting
It’s important to get the ratio mix of oxygen and acetylene/propane gas flow just right. The idea is to create the most heat possible to cut effectively and efficiently. Once you get the flame to look similar to the picture above, you then purge the oxygen lever to check the flame shape and size. Keep adjusting if necessary till you get the flame to the perfect shape.
Preparation before cutting
When cutting, always make sure the surface you are cutting has been prepared sufficiently. For instance, cutting steel with cement/concrete or rust/corrosion, dirt, grease, covering the surface will cause problems with cutting efficiently and effectively. Chip away all rust layers first before attempting to cut the steel.
How to cut steel using Oxy Acetylene/Propane Gas cutting equipment
Once you have the flame set to the correct shape and size, hold the flame with the hottest part of the flame (as shown in the picture above) touching the steel where you are about to start cutting. Then wait a few seconds till the metal starts getting red hot. The time taken to heat up the metal will depend on the thickness of the material. Once red hot, give the oxygen lever a blast. If the cutting doesn’t start right away, keep heating up the area a little longer while trying every now and then till it starts cutting. Now, keeping a steady hand, use both hands if you can to steady yourself, keeping the flame at just the right height above the steel, keep cutting the steel slowly in the direction to want the cut to go. Moving along at a steady speed, not too fast as that will cause the cut to stop.
Caution when cutting steel flush against a wall or concrete
Be cautious when cutting steel against a brick wall or concrete behind the steel you are cutting. It will cut through the plate and the molten steel will blow back at you. Not having anywhere to go to. Never cut steel by looking directly behind the nozzle. If you get blow back it will shoot you in the face. Not pleasant having molten metal shooting you in the face.
Caution when cutting steel with a second plate immediately behind
Be cautious when cutting steel with another plate immediately behind the one you are cutting. It will more than likely cut through the first plate and the molten steel will blow back at you. Not having anywhere to go to. Never cut steel by looking directly behind the nozzle. If you get blow back it will shoot you in the face. Not pleasant having molten metal shooting you in the face.
Technique in cutting very thick steel plate
When cutting really thick steel, it’s best to cut through the steel but to evenly weave the torch left to right by about 5 – 8mm to ensure a big gap so the molten steel doesn’t fuse together again, making it difficult to part the material away.
Technique in cutting thin steel plate
In order to speed up the cutting process when cutting thinner steel simply tilt the nozzle head to the side. Pointing the flame towards the direction in which you want to cut. What this does is preheats the material before you get to it. This makes a significant improvement to the speed in cutting through the material.
Nozzle cleaning and preparation
Always have a nozzle cleaner handy. They are really inexpensive, so make a habit of cleaning the nozzle on a regular basis. Make life easier for yourself by just spending a few minutes cleaning the nozzle out. Mostly, you will only need to do this once a day. Saves on gas consumption and reduces your frustration level.
Notes:
|
 To enhance your user experience on our website, this site uses cookies.
If you continue to browse, you accept the use of cookies on our site.
See our Privacy Policy
for more information.
To enhance your user experience on our website, this site uses cookies.
If you continue to browse, you accept the use of cookies on our site.
See our Privacy Policy
for more information.